Nålslindning: precision och effektivitet för radiellt flödesmotorer
Nålslindning utmärker sig som en mångsidig teknik för statorerna i radiellt flödesmotorer, som möjliggör högprecis spolplacering i komplexa geometrier samtidigt som den stöder både koncentrerade och distribuerade konfigurationer. Den utmärker sig för att uppnå konsekventa fyllnadsfaktorer och minska tillverkningsdefekter, vilket gör den lämplig för automatiserade produktionslinjer. Den här artikeln introducerar metoden, dess fördelar jämfört med alternativ och viktiga överväganden för ingenjörer som övergår från design till skalbar montering.

Radiellt flödesmotorer kräver lindningsprocesser som säkerställer enhetliga elektriska egenskaper och mekanisk integritet, särskilt i spårsatorer där utrymmet är begränsat. Nålslindning, som använder en styrd nål för att lägga tråd direkt i spåren, erbjuder överlägsen kontroll jämfört med traditionella flyger- eller linjära metoder, minimerar trådskador och möjliggör tätare packningar.
Varför nålslindning föredras för radiellt flödesstatorerna
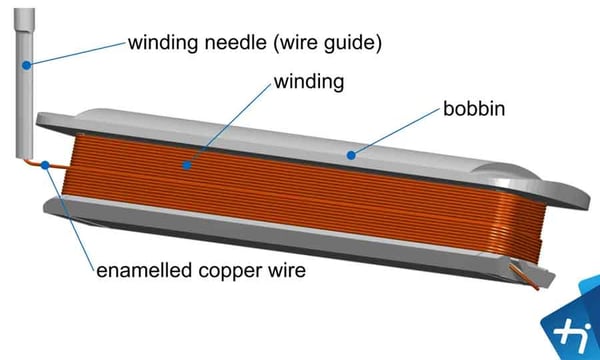
Nålslindning innebär att tråd förs genom en ihålig nål som navigerar statorspåren och lägger ned spolarna lager för lager med minimala spänningsvariationer. Denna precision är särskilt fördelaktig för koncentrerade lindningar i radiellt flödesdesigner, där täta spårgeometrier kräver noggrann placering för att undvika korsningar eller glapp. Till skillnad från flygerslindning, som kan introducera trådvridningar i motorer med högt polantal, minskar nåltekniker defekter och stöder automation, vilket leder till repeterbara induktans- och resistansvärden. Den rymmer även olika trådtyper, från rund till rektangulär, vilket gör den mångsidig för applikationer som robotik eller drönare.
Uppnå höga fyllnadsfaktorer med nålslindning
Höga fyllnadsfaktorer uppnås genom metodens förmåga att packa trådar ortogonalt i flerskiktskonfigurationer, och överstiger ofta 65 % i praktiken. När Litz- eller rundtråd används minimerar nålens kontrollerade rörelse luftfickor, förbättrar termiska vägar och minskar virvelströms-hotspots. För kantvindningsapplikationer möjliggör anpassningar hantering av platt tråd, även om ortocykliska mönster med rundtråd är mer okomplicerade. Ingenjörer bör beakta spårform och tråddiameterförhållanden för att optimera detta, eftersom felaktig installation kan leda till ojämna lager och ökade förluster.
Övervinna vanliga tillverkningsutmaningar
Utmaningar inkluderar att upprätthålla luftgapstoleranser under lindning, där vibrationer eller feljustering kan orsaka friktion eller ojämnt flöde. Termiska effekter under processen, som tråduppvärmning från friktion, måste hanteras med kylfixtur. I drönare- eller robotikmotorer, där den kompakta storleken förstärker dessa problem, hjälper simulering av lindningsbanor via CAD-verktyg att förebygga problem. Kvalitetskontroller som högspenningstest efter lindning säkerställer isolationens integritet och prestandaöverensstämmelse.
Skala upp nålslindning för produktionseffektivitet
För volymproduktion integreras automatiserade nålslindningsmaskiner med robotarmar för hög genomströmning och stöder serier på 10 000 enheter årligen. Konsistens i fyllnadsfaktor och förluster uppnås genom programmerbara parametrar och inline-övervakning. Samarbete med erfarna tillverkare effektiviserar verktygspersonalisering, minskar ledtider och kostnader samtidigt som efterlevnad av standarder för industriella applikationer säkerställs.

Bildkälla: Technische Hochschule Ingolstadt